
Traduction de “What is flow” de Christoph Roser paru sur AllAboutLean.com
Tout le monde dans le Lean parle de flux. Vous devez créer du flux ! En particulier, vous devez créer un flux pièce à pièce. Cependant, bien que cela soit vrai, on constate souvent une grande confusion sur ce que signifie le flux. Il est temps d’écrire un article qui va à l’essentiel et qui examine ce qu’est exactement le flux.
Commençons par la partie facile. Qu’est-ce que le flux ? En particulier, qu’est-ce que le flux dans la fabrication ? Dans sa forme la plus élémentaire, le flux fait référence au mouvement des pièces. L’opposé est bien sûr des pièces immobiles. Par conséquent, vous voulez que vos pièces soient en mouvement. Pour être plus précis, vous ne voulez pas qu’elles se déplacent au hasard, mais qu’elles se déplacent dans le sens de la chaîne de valeur. Sinon, vous pourriez simplement mettre toute votre usine sur un bateau et tourner en rond, mais ce n’est pas le but.

En réalité, à un certain moment, au moins une partie de vos pièces sont à l’arrêt. Il se peut que vous deviez arrêter des pièces pour le travail en cours, par exemple. S’il existe des chaînes de montage en mouvement, vous pouvez aussi avoir des processus qui se déroulent en un seul endroit, par exemple une fraiseuse. Habituellement, les pièces qui sont arrêtées pour être traitées ne sont pas comptabilisées dans votre flux. S’il s’agit d’un processus par lots, comme un traitement thermique ou un processus de séchage, il peut y avoir beaucoup de pièces qui sont à l’arrêt mais qui sont traitées pendant une longue période.
Néanmoins, vous avez sûrement aussi beaucoup de pièces qui ne sont ni en mouvement, ni en transformation. Votre entrepôt est rempli de pièces immobiles. De plus, si vous êtes une entreprise classique, ces pièces immobiles sont beaucoup plus nombreuses que les pièces mobiles ou traitées. Pour résumer, le flux tente de réduire cette part de pièces en attente afin de diminuer le délai de livraison. Ceci est très étroitement lié à la réduction du stock. Les stocks sont généralement nécessaires pour amortir les variations, le principal levier est donc de diminuer les variations pour réduire les stocks. Attention, ce n’est pas aussi facile que cela. La mise en flux vise donc à réduire les stocks inutilisés et à augmenter la part des pièces en cours de transport ou de transformation.

A quel débit ?

Quel serait le débit de votre flux ? En théorie, la réponse est également simple. La cible idéal (« True North ») du flux est 100 % des pièces en cours de traitement ou de transport. Le juste à temps (JIT – Just In Time) et le ship to line « expédier à la ligne de fabrication » sont des méthodes classiques du Lean qui améliorent le flux en réduisant le nombre de pièces en attente et en augmentant le nombre de celles qui sont manipulées ou traitées. En réalité, comme pour la plupart des cibles idéales, un flux à 100% n’est pas atteignable. Vous avez probablement toujours des produits en attente.
Il n’existe pas non plus de cible définie quant au pourcentage de pièces qui doivent être en mouvement. Dans de nombreuses usines, on peut constater que plus de 95 %, voire 99 % des pièces sont inactives à certains instants. Dans ces conditions, le fait de ramener ce pourcentage à 90 % constituerait déjà une amélioration. L’objectif, tout simplement, est de devenir meilleur. Quel que soit votre débit, votre objectif devrait être un débit plus élevé.
En même temps, il est difficile de voir une usine qui mesure réellement ce débit. Ce qui s’en rapproche le plus, peut se retrouver dans la chaîne de valeur où l’on peut tracer le pourcentage de temps pendant lequel une pièce est traitée par rapport au délai de livraison total. Le diagramme de flux de valeur simplifié présenté ci-dessous comporte une ligne ascendante/descendante en bas de la figure, où sont ajoutés les temps de traitement et les temps d’attente pour une pièce donnée. Ici, la pièce attend environ 6 heures dans l’entrepôt d’arrivée, avant d’être fraisée pendant 33 secondes, puis d’attendre encore une heure pour 25 secondes d’estampillage.

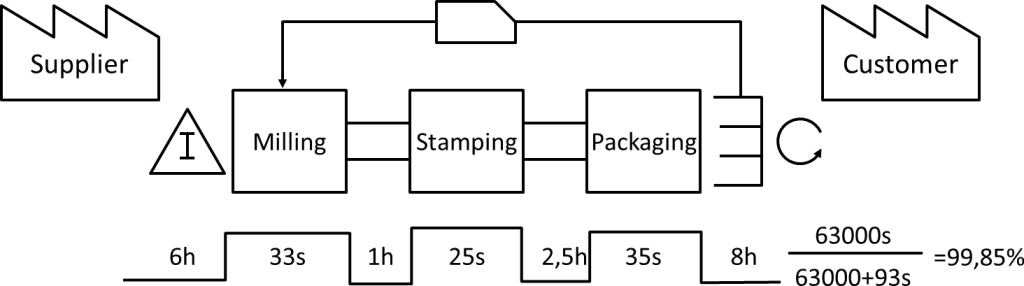
Globalement, la pièce n’est pas traitée pendant 99,85 % du temps, et seulement 0,15 % du temps est consacré au traitement, qui, espérons-le, ajoute de la valeur. Par conséquent, le pourcentage de temps à valeur ajoutée n’est que de 0,15 %. Un nombre aussi faible de temps à valeur ajoutée est typique dans de nombreuses usines, et même 99,99 % sans valeur ajoutée ou plus, est tout à fait possible. Ce pourcentage est une approximation proche du flux, ou de son absence. Mais notez que ces temps d’attente incluent le transport, qui ferait partie du flux. Néanmoins, pour nous, cela n’a aucun sens d’inclure également les temps de transport, puisque le transport est par défaut un gaspillage.
Par conséquent, l’amélioration du flux est plus une philosophie qu’une mesure, et si vous voulez un indicateur clé de performance mesurable, le pourcentage de temps consacré à la valeur ajoutée est une bien meilleure mesure que le pourcentage de temps de « flux ».
Qu’est-ce qui n’est pas du flux ?
Pour rappel, le transport des pièces doit également se faire à vitesse normale. Si vous ralentissez vos transports, votre proportion de produits en cours augmentera. Cela respecterait la règle mais pas l’esprit du flux de matière.
De même, si vous délocalisez vos usines, un grand nombre de pièces se retrouveront sur le bateau qui se déplace pendant des mois avant d’arriver au client. Si, numériquement, cela améliore le flux, cela augmente également le délai de livraison, ce qui est exactement le contraire de ce que le Lean veut que vous fassiez.

Que faut-il fluidifier ?

Donc, en général, vous voulez améliorer le flux, ou – plus précisément – améliorer le pourcentage de valeur ajoutée. L’idéal, mais impossible à atteindre, est une valeur ajoutée de 100 %. Il faut un effort constant pour ne pas se détériorer, et encore plus pour s’améliorer. Vous n’avez tout simplement pas assez de temps pour tout améliorer. Alors, par où commencer ?
Comme toujours, vous devez commencer là où vous en avez le plus pour votre argent. Le flux réduit le stock et donc le délai de livraison. Quelles sont les pièces qui vous offrent le plus grand bénéfice en termes de réduction du stock ? En général, il s’agit des pièces coûteuses en raison de leur capital immobilisé, des pièces volumineuses en raison de leur coût de stockage (et des pièces connexes qui nécessitent des conditions de stockage spéciales comme la réfrigération ou la climatisation), et des pièces qui se périment rapidement. Quant au délai de livraison, il est souvent critique pour les produits finis fabriqués à la commande. En fonction de votre usine, vous pouvez avoir d’autres facteurs à prendre en compte. En comparaison, l’effort de réduction du stock est probablement plus difficile à estimer. Encore une fois, commencez par la partie qui vous donne le meilleur bénéfice pour votre effort. N’optimisez pas votre stock de joints toriques à 2 cents pièces alors que les blocs moteurs coûteux s’accumulent.
Donc, en résumé, créer un flux revient en réalité à améliorer le pourcentage de temps de valeur ajoutée en réduisant les stocks, et vous devriez commencer à améliorer cela avec vos produits finis les plus coûteux et les plus volumineux. L’idée que les pièces se déplacent réellement (flux) est plus une métaphore visuelle pour mettre en évidence les pièces qui tournent au ralenti dans votre entrepôt. Maintenant, sortez, faites circuler votre matériel (ou du moins, faites en sorte qu’il soit moins en attente) et organisez votre production !
Notions clefs :
Ship to Line
Le ship (ou shipment) to Line que l’on peut traduire par « expédier à la ligne de fabrication », est une approche de flux de matières où les marchandises entrantes ne sont plus introduites dans un entrepôt, mais directement du camion au point de consommation en bord de ligne ou au process de fabrication. Un cross dock peut être entre les deux pour réorganiser les articles. Cela réduit la manipulation du matériel, car il ne doit plus être stocké dans un entrepôt et retiré. Cependant, pour que cela fonctionne, il faut que les lots approvisionnés soient très petits, sinon il y aurait trop de matériel en bord de ligne.
One Piece Flow :
Le One Piece Flow (ou OPF) qui peut se traduire en français par « production pièce à pièce » est une forme de production idéale en Lean Management. L’objectif du One Piece Flow est de tendre vers des tailles de lots d’une pièce, ne pas avoir de changement de série, et réduire à zéro l’ensemble des inventaires ou en-cours de production entre chaque étape de transformation. Le One Piece Flow est étroitement lié et utilisé de la même manière que les flux continus. Le terme japonais d’origine est Ikko-Nagashi, traduit littéralement par « versement d’une pièce ». Le concept de One Piece Flow est souvent considéré comme un déplacement continu des pièces. Cependant, les pièces peuvent aussi bien faire une pause et attendre. L’accent est davantage mis sur la petite taille de lots et les petits inventaires.
