
Article traduit avec la permission de Christoph Roser, paru sur All about lean sous le titre original « Examples of Job Shop to Flow Shop Conversions »
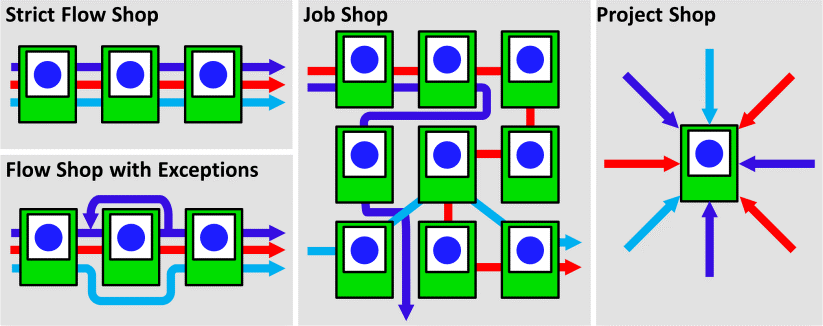
Je crois fermement aux avantages des ateliers en flux. Pour moi, l’organisation en métiers est intrinsèquement chaotique. Bien qu’il existe des moyens de gérer les organisations en métier, ce ne sont que des tentatives (plus ou moins) réussies de masquer une réalité chaotique. Pour moi, seule une conversion en flux apportera une stabilité sous-jacente. Dans cet article, je voudrais vous donner des exemples historiques et actuels de conversions réussies d’un atelier organisé par métiers à un atelier organisé en flux.
Introduction
J’ai déjà écrit sur le passage d’une organisation « par métier » à une organisation « en flux », par exemple Why Are Job Shops Always Such a Chaotic Mess?, How to Convert a Job Shop into a Flow Shop, et Performance Comparison of Job Shop and Flow Shop. L’une de mes publications a récemment conduit à une discussion animée sur LinkedIn, où les partisans d’une organisation des ateliers par métiers m’ont accusé de ne rien y connaître, et ont même eu recours à des injures (à ce moment-là, j’ai ignoré ces discussions ; je n’ai pas le temps pour les trolls… ). Vous voyez, le Lean peut aussi devenir un sujet de conversation très conflictuel. Un grand merci, en passant, aux participants qui ont signalé des transformations réussies d’ateliers par métier en atelier en flux et qui ont soutenu mon point de vue.
Les arsenaux
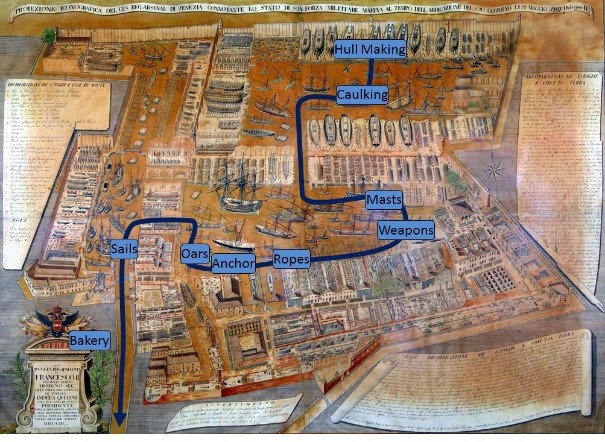
Il existe de nombreux exemples d’ateliers organisés en flux ou même de chaînes de montage dans la construction navale. Le plus ancien est probablement l’Arsenal de Venise (sur lequel j’ai écrit deux articles Arsenal de Venise en général et son flux de matériaux en particulier). Un bon exemple d’assemblage à mix produit élevé et à faible volume de production.

Un exemple plus moderne serait la chaîne de montage de bateaux Eagle de Ford pendant la Première Guerre mondiale. Ils ont construit trois chaînes de montage sur lesquelles jusqu’à 21 Eagles pourraient être en construction à la fois. Cependant, je ne sais pas à quel était le niveau de mixité de ces bateaux. Comme c’était sous Henry Ford, il a probablement essayé de faire en sorte que tous les bateaux soient exactement les mêmes. Il existe d’autres exemples de construction navale militaire sur une chaîne de montage (par exemple, des torpilleurs de la Seconde Guerre mondiale sur la chaîne de montage de bateaux Higgins), mais ceux-ci peuvent également avoir été très semblables.
Les bateaux de plaisance modernes sont hautement personnalisés selon les souhaits du client. Par exemple, Bavaria Yacht dispose de quatre lignes de production différentes, où les coques sont équipées de moteurs, de câblage, de meubles, de revêtement de sol, etc. Des chaînes de montage similaires se trouvent au chantier naval de Riva, et probablement bien d’autres. Tous ces éléments sont des lignes d’assemblage et/ou de fabrication à mixité produit élevée et à faible volume manufacturés.
Dans l’aviation

On trouve des exemples similaires pour les avions. Junkers avait une chaîne de montage avant même la Seconde Guerre mondiale. Il en est sorti le mot Lean « Takt« . Mais encore une fois, ces avions destinés aux militaires ont fort peu de différences.

Semblables aux bateaux, les avions sont également plus personnalisés pour les clients privés. Presque tous les grands fabricants d’avions utilisent des chaînes de montage. J’ai personnellement passé du temps sur les chaînes de montage d’Airbus. Il s’agit sans aucun doute d’un environnement à forte mixité (chaque avion est personnalisé) et à faible volume, car tout Airbus ne fabrique qu’environ deux avions par jour dans le monde. Il en va de même pour Boeing (l’image ici montre l’usine d’Everett), Bombardier, Cessna et bien d’autres constructeurs d’avions.
Dans l’automobile

L’automobile est un cas un peu particulier. Ils ont commencé comme ateliers destinés à un projet (tout le matériel à un seul endroit) avant que différents fabricants n’utilisent des lignes de fabrication en flux. Le constructeur automobile le plus célèbre est Henry Ford, dont les gains d’efficacité, grâce à la chaîne de montage, ont rendu la voiture abordable pour presque tout le monde, et ont également rendu Ford incroyablement riche. Cependant, il était célèbre pour fabriquer des voitures identiques en grand nombre, et ce sont des lignes à volume élevé et à faible variété de produits, tout le contraire des bas volumes et à mixité élevée pour des ateliers organisés par métier.
De nos jours, presque tous les constructeurs automobiles proposent un large éventail de produits différents, visant à personnaliser la voiture pour l’acheteur. Par exemple, une Audi A6 a plus de 150 variantes de la seule boîte à gants et 18 800 variantes du couvre-porte. Il s’agit vraiment d’un scénario à forte variété de produits. Avec une voiture par minute, il s’agit également d’une production à haut volume.


Cependant, il existe également des constructeurs automobiles qui produisent en faible quantité, pour les voitures de luxe et de sport. L’image ici est la chaîne d’assemblage final de Lotus, qui produit environ quatre voitures par jour. Des quantités similaires peuvent être trouvées chez Lamborghini ou Ferrari, où les voitures sont également produites sur des chaînes de montage. Soit dit en passant, de temps en temps, il y a une tentative d’inverser cette tendance. Par exemple, Volvo a expérimenté l’organisation par métier au lieu d’une ligne de flux, d’abord à Kalmar en 1984, puis dans l’usine d’Uddevalla en 1990. Volkswagen l’a également essayé une fois. Ces idées sont généralement abandonnées après avoir constaté la supériorité qu’une ligne organisée en flux a sur les autres organisations.
Les véhicules utilitaires

La plupart des véhicules utilitaires sont également produits sur des chaînes de montage. Camions, bus, tracteurs, excavatrices, etc., proviennent probablement d’une chaîne de montage en flux. J’ai moi-même vu certaines de ces lignes. Ces chaînes produisent également des véhicules fortement personnalisés en petites séries.
Les machines-outils

Les machines-outils proviennent aussi souvent d’une chaîne de montage. Un exemple que je connais mieux est Trumpf (voir les articles de mon blog, part 1 et part 2). Ils ont converti leur production en chaîne de montage, et croyez-moi, cela n’a pas été facile. Mais, de nos jours, leurs machines hautement personnalisées et différentes se déplacent toutes les huit heures sur des coussins d’air d’une station à l’autre. Un excellent exemple d’une chaîne de fabrication à haute variété de produits et à faible volume de production.
Les disjoncteurs haute tension

Un autre exemple, où j’ai passé plus de temps sur la chaîne de production, est celui des disjoncteurs haute tension pour les centrales électriques qui sont produits en petites quantités. Les tailles de ceux-ci vont d’une grande voiture à un petit hangar, et ils sont également fortement personnalisés. Leur passage de l’atelier par métier à l’organisation en flux a également été difficile, et au départ, beaucoup doutaient que cela fonctionnerait un jour, car leurs produits sont «trop spéciaux» et «trop personnalisés». Eh bien, cela a fonctionné, bien mieux que l’atelier par métier existant.
Et bien d’autres exemples
Il existe de nombreux autres exemples d’utilisation de chaînes de fabrication pour une production de grande variété et en faible volume, comme les moteurs marins pour les porte-conteneurs, les générateurs diesel commerciaux, les dispositifs médicaux, les chaudières commerciales (un exemple où j’étais impliqué), les robots, les turbines à gaz et leur entretien, et bien d’autres encore.
Pour certains des exemples ci-dessus, dont je connais l’histoire en détails, cela a toujours été une décision difficile avec de nombreux opposants qui doutaient. Techniquement, cela n’a jamais été facile non plus, et de nombreux problèmes, petits et grands, ont dû être résolus pour que la mise en flux des postes de travail devienne une réalité. Avec le recul, cela semble toujours facile et faisable. Le vrai truc, c’est d’avoir l’envie et la compétence pour identifier le potentiel. De plus, bien que je pense qu’une organisation en flux soit toujours plus facile à gérer qu’une organisation par métier, il peut y avoir des situations où la chaîne de montage n’est pas viable économiquement. Bien que les ateliers organisés en flux soient très avantageux, en particulier sur le plan économique, le bénéfice est malheureusement difficile à calculer a priori.
J’ai écrit cet article en raison d’échanges quelque peu animés sur LinkedIn. Satisfera-t-il les sceptiques ? Probablement pas, et je les entends déjà déclarer que ces exemples n’ont pas un mix produit assez élevé ; ou bien un volume de production trop faible ; ou un niveau de détail insuffisant (pour le décortiquer à leur convenance) ; ou que leur situation est totalement différente, ou ceux-ci sont évidents (avec le recul) ; ou ils sortent des parties du message de leur contexte, ou, ou…
Peu importe. D’ailleurs, ils ont droit à leur opinion, et peut-être que je me trompe. Je ne dis pas non plus que tous les ateliers par métier doivent devenir des ateliers en flux, mais cela présente souvent un avantage immense, largement sous-estimé, et malgré tous les sceptiques, cela vaut souvent la peine de passer à un atelier en flux. En tout cas, si je fais en sorte qu’un seul d’entre vous se demande s’il pourrait faire évoluer son atelier par métier en atelier en flux, alors je suis satisfait et cela valait le coup d’écrire cet article. Maintenant, allez-y, voyez si vous pouvez disposer votre atelier en flux plutôt que par métier, et organisez votre production !
Vous souhaitez être accompagnés dans votre démarche d’amélioration continue ? Contactez nous au 01 40 05 96 88 ou par email à l’adresse contact [at] operaepartners.com
