
Traduction de Milk Run layout de Christoph Roser paru sur son blog All about Lean.
L’espace dans le train
Après avoir calculé le stock nécessaire qui doit circuler dans la tournée du laitier, il faut évaluer l’espace nécessaire dans le train qui fera circuler les boîtes vides et les boîtes pleines de pièces. Cependant, vous ne devez évaluer que l’un ou l’autre. Si vous apportez des cartons pleins d’une pièce, vous n’aurez pas encore de cartons vides pour cette pièce, puisque vous ne les récupérez qu’après la livraison des cartons pleins. Si vous retournez des boîtes vides, vous avez déjà déposé les boîtes pleines. Vous ne devez donc calculer que les cartons vides ou les cartons pleins. Je recommande les cartons pleins, car les boîtes vides sont plus faciles à manipuler et peuvent s’empiler les unes dans les autres. Dans tous les cas, le nombre est à peu près le même. Dans le pire des cas, quelle est la quantité de pièces que la tournée du laitier doit transporter sur son parcours ? La réponse est simple : il s’agit de la consommation de pièces d’un cycle. Par conséquent, le circuit de distribution doit avoir suffisamment d’espace pour contenir l’équivalent d’un cycle de boîtes de toutes les pièces livrées, plus une marge de sécurité pour tenir compte des fluctuations du takt de consommation sur le lieu de montage.

Ainsi, selon le même raisonnement que précédemment, le calcul du nombre total de boîtes d’une même pièce sur la tournée du laitier est le suivant :

Encore une fois, vous pouvez vous retrouver avec un nombre non entier de boîtes (par exemple, 4,2 boîtes de la pièce A). Dans l’équation précédente, nous avons arrondi au chiffre supérieur puisque la ligne a absolument besoin de cette partie. Ici, la tournée du laitier a seulement besoin d’avoir assez d’espace pour la boîte. Si un type de pièce a une boîte de plus, un autre type peut en avoir une de moins. Par conséquent, il n’est pas toujours nécessaire d’arrondir ces chiffres à la hausse. Avec 3,1 boîtes, on choisit plutôt 3 ; avec 3,5 boîtes, on choisit plutôt 4. Tout dépend du risque que vous êtes prêt à prendre, mais ici ce n’est pas aussi critique.
Mise en place de la boucle de tournée du laitier
Les arrêts de la tournée du laitier
Jusqu’à présent, la conception de la tournée du laitier était un calcul assez simple. Maintenant vient la partie plus artistique. Comment concevoir les boucles de la tournée du laitier ? D’abord, vous devez déterminer où vous voulez avoir vos arrêts. Vous avez certainement besoin d’un arrêt à l’entrepôt où vous prélevez les pièces. Idéalement, l’entrepôt peut gérer plusieurs tournées simultanément si vous avez différents itinéraires.
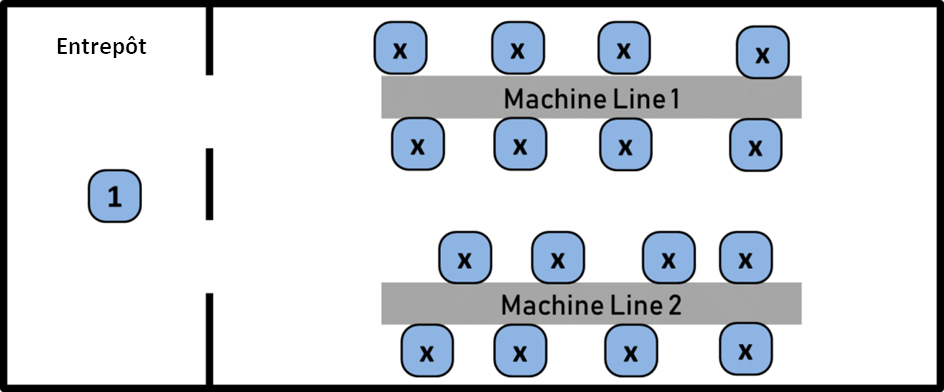
Pour les lignes d’assemblage ou les cellules, vous devez réfléchir aux endroits où vous voulez vous arrêter. Le mieux est de prendre une impression A3 du plan et de parcourir l’atelier, en réfléchissant aux endroits où vous avez besoin de pièces. Cela peut également dépendre d’autres éléments logistiques. Par exemple, si vous avez une centralisation des fournitures (également appelé araignée d’eau ou, en japonais, misuzumashi) qui apporte les pièces d’un petit supermarché proche de la ligne aux machines et aux emplacements d’assemblage, vous n’aurez peut-être besoin que d’un seul arrêt avec un supermarché pour une ligne. Si, par contre, la tournée du laitier est la dernière étape logistique avant l’assemblage de la pièce, vous aurez probablement besoin de plusieurs arrêts le long de la cellule ou de la ligne.
À la fin, vous devriez disposer d’une liste des arrêts où la tournée livrera les pièces. Cela permet également de déterminer quelles pièces doivent être livrées et à quel endroit.
Itinéraire de la tournée du laitier
Il faut maintenant déterminer l’itinéraire de votre tournée du laitier. Pour ce faire, il faut relier les arrêts souhaités de manière logique.

Deux éléments limitent la durée de la tournée :
- le temps nécessaire pour effectuer celle-ci doit être inférieur au temps de cycle utilisé pour nos calculs ci-dessus,
- toutes les pièces doivent tenir dans le train.
En ce qui concerne le temps, vous devez mettre autant de valeur ajoutée que possible dans le cycle. Si votre tournée prend une heure, essayez d’y mettre presque une heure de travail. Cependant, gardez aussi une marge de sécurité. Si votre tournée du laitier prend du retard, c’est toute votre chaîne de montage qui risque d’être ralentie. Les calculs ci-dessous supposent un conducteur humain, mais des calculs similaires peuvent être effectués pour les véhicules à guidage automatique.
Il y a plusieurs choses qui entrent dans le calcul de la boucle. Vous avez le temps nécessaire pour parcourir la distance. En fonction de votre véhicule et de la réglementation, cette vitesse peut se situer entre un et deux mètres par seconde, sans compter les accélérations et décélérations.
Il faut également prévoir du temps aux arrêts pour charger les boîtes de pièces et ramasser celles qui sont vides. Le mieux est de faire un essai, et vous pouvez vous retrouver avec quelques secondes par boîte manipulée, plus une éventuelle distance de marche pour l’opérateur.
Vous avez également besoin de temps pour réapprovisionner votre tournée dans l’entrepôt. Combien de boîtes vides doivent être remplies ? Cela peut prendre plus de temps que le dépôt à la chaîne de montage, surtout si vous avez besoin de temps pour des actions supplémentaires de reconditionnement ou de mise en kit.
Souvent, le temps est la plus grande contrainte, mais vérifiez de temps en temps si tout tient encore dans le train. La plupart des trains comptent de trois à cinq wagons, mais cela dépend de votre type de véhicule. Dans l’ensemble, le train doit être capable de naviguer facilement et en toute sécurité dans votre atelier. Je trouve qu’il est préférable de commencer simplement à l’entrepôt, et d’ajouter des arrêts (y compris le temps de conduite, le temps à chaque arrêt, et le temps pour se réapprovisionner à l’entrepôt à chaque arrêt). Je suis une séquence logique d’arrêts le long de la ligne. Chaque fois que j’atteins ma limite de temps (ou d’espace dans le train), je termine une boucle et commence la suivante. N’oubliez pas le retour, d’où l’intérêt des boucles par rapport aux allers-retours. Essayez également de ne pas faire partir de l’entrepôt toutes les tournées du laitier en même temps, ou bien vous créerez une heure de pointe qui ralentira le flux.
Itérations

Il est fort probable qu’en effectuant les calculs, vous vous heurtiez à une contrainte. Vous manquez d’espace sur la ligne (fréquent), votre train sera trop long, etc. Si c’est le cas, vous pouvez ajuster l’hypothèse de temps de cycle de la tournée et refaire les calculs. Excel est d’une grande aide à cet égard. Avec le temps, vous parviendrez (avec un peu de chance) à une solution viable. Vous pouvez également choisir de livrer les pièces les plus encombrantes par chariot élévateur plutôt que par tournée, bien que ce ne soit pas vraiment le type de gestion allégée recherchée. Dans l’ensemble, il est souvent préférable d’effectuer plusieurs petites livraisons, avec des stocks moins importants, et d’être plus flexible qu’une seule grosse livraison.
Pour être honnête, ce processus itératif peut donner lieu à de nombreuses modifications. L’objectif n’est pas d’obtenir la meilleure solution possible, surtout s’il s’agit de votre première tournée, mais quelque chose qui fonctionne raisonnablement bien. Au moment de la tournée proprement dite, vous découvrirez très probablement de nombreux éléments que vous avez négligés ou qui se comportent différemment de ce que vous aviez prévu. Il est plus facile d’améliorer un système en l’observant fonctionner (voir ci-dessous) ; il suffit de trouver un système qui ne fasse pas planter votre atelier.
À la fin, vous aurez peut-être créé un certain nombre de tournées différentes qui devraient être toutes largement comprise dans la durée du cycle et devraient pouvoir contenir toutes les pièces nécessaires pour un cycle.
Optimisation
Vous avez fait de votre mieux, vous avez consciencieusement fait les calculs, vous avez soigneusement vérifié tous les chiffres, puis vous avez mis en place les tournées. Néanmoins, il y a de fortes chances que certaines choses ne se passent pas aussi bien dans la réalité qu’en théorie. C’est la vie. De par la nature des calculs, vous avez émis des hypothèses, dont certaines peuvent s’avérer peu robustes.
Lorsque vous créez une nouvelle tournée, surveillez-la de près pendant les jours ou les semaines qui suivent, et consultez les chauffeurs et les ouvriers de la chaîne de montage pour connaître leurs problèmes et irritants. Assurez-en le traitement et affinez la tournée si nécessaire. Vous pouvez faire des arrêts supplémentaires, augmenter la fréquence des livraisons, utiliser des boîtes plus petites, ou faire d’autres choses pour améliorer les performances. De tels projets (comme la plupart des projets Lean) ne sont pas des projets « one shot ». Au contraire, ils nécessitent du travail et de l’attention, surtout s’ils sont nouveaux ou si le système (produits, machines) change. Voilà donc l’essentiel des tournées du laitier. Mais il y a beaucoup plus.
Nous verrons dans un prochain billet quelques questions qui reviennent souvent sur la tournée interne, puis nous aborderons ses versions externes.
Vous cherchez un accompagnement pour optimiser vos flux et réduire vos stocks ? Contactez-nous pour en discuter : contact at operaepartners point com ou 01 40 05 96 88
