
J’ai eu la chance immense d’être invité par Jean-Claude Bihr, PDG de l’entreprise Alliance MIM, à une visite de son usine Lean. Il nous a présenté sa société, sa vision du lean, ainsi que les pratiques lean les plus essentielles mises en œuvre depuis 2006 par ses collaborateurs sous son impulsion. Un cas d’école extraordinaire, de par l’exemplarité du dirigeant, la démonstration de l’efficience d’une véritable transformation lean menée à bien, la satisfaction au travail des collaborateurs, le développement du chiffre d’affaires dans un marché concurrentiel mondialisé, et le maintien des emplois sur place, à Saint-Vit, dans le Doubs face à la Suisse. En tant que coach lean, voici ce que j’ai vu, entendu et quelles leçons j’ai pu en tirer pour améliorer ma pratique du lean dans l’informatique.
1-Une technologie de haut niveau qui résiste en France à la concurrence mondiale
Jean-Claude Bihr : « Notre devise est : Think plastic, get metal. MIM signifie “Metal Injection Moulding.”
Nous sommes la seule et dernière usine française avec cette technologie métallurgique très innovante, bien adaptée à la fabrication de petites pièces complexes, précises et robustes.
Aujourd’hui nous employons 150 personnes, en 1999 nous étions 25.
Nous accumulons un savoir-faire et des compétences uniques : les écoles forment soit des plasturgistes, soit des métallurgistes, l’un ou l’autre. Ce sont deux modes de pensée très différents. Or justement notre technologie MIM s’appuie sur des connaissances scientifiques et techniques qui relèvent simultanément des deux domaines. Ce qui fait notre force, c’est cette nécessité de formaliser et de maitriser ce corpus de connaissances rares. »
Dans l’informatique aussi, la maitrise de compétences techniques et scientifiques extrêmement variées est essentielle. Certaines équipes de support par exemple, peuvent être en charge de plusieurs dizaines d’applications, qui réclament donc deux, trois ou quatre centaines (oui, vous avez bien lu) de compétences élémentaires.
La rédaction de standards et la pratique du TWI en dojos réguliers est l’un des principaux leviers d’amélioration, dans l’informatique aussi bien sûr.
“Si vous trouvez que la formation coûte cher, essayez donc l’ignorance ! “ déclarait déjà Derek Bok, ancien président de Stanford.
2-Que vous apporte le lean, pourquoi avoir fait ce choix ?
Jean-Claude Bihr : « Chez Alliance MIM, le lean nous a sauvé la vie, non pas une fois, mais à trois reprises : il faut pouvoir s’adapter en permanence, pour faire face à une concurrence mondialisée qui progresse en continu. Faire du lean, c’est permettre à des personnes normales, des régleurs normaux, des opératrices normales, de produire avec un niveau de qualité exceptionnel comme l’est la nôtre.
Je suis venu au lean par le téléphone portable en 1999. Il n’y avait qu’une seule gamme de téléphone à l’époque. Nokia est venu nous voir, nous Alliance MIM, 25 personnes, pour leur fournir des composants pour des gammes de grand luxe, en particulier des claviers de luxe en alliage de métal.
Ils nous ont proposé le contrat du siècle. Bingo.
Mais à force de défauts et de retours, nous avions fini par accumuler 1 200 000 pièces de stock et encours dans l’usine. Soit 48 000 pièces par personne. Nous étions au bord de planter la boite avec un carnet de commande fantastique. Mes actionnaires m’ont alors dit : « Nous voulons juste que les pièces sortent. Maintenant. Et de qualité bien sûr, c’est à dire sans retour client. »
Je leur ai demandé : « Et comment voulez-vous que je m’y prenne ? »
Ils m’ont fait une réponse très lean : « Ça c’est ton job à toi. Comment ? Tu te débrouilles, c’est tout. »
Et c’est comme cela que je suis venu au lean. Il y a en général trois raisons pour décider d’adopter le lean : parce que c’est à la mode, pour être le meilleur, ou bien tout simplement en tant qu’entreprise, pour coller à son marché. »
Dans l’informatique on part souvent de loin. Si l’industrie s’améliore continument depuis plus de 70 ans, l’informatique vient tout juste de finir son passage en Agilité, et démarre doucement l’amélioration opérationnelle.
D’où de gros potentiels d’amélioration. Comme en manufacturing, le lean apporte en informatique :
– Aux collaborateurs une véritable amélioration de leur qualité de vie au travail, finies les soirées stress au bureau jusque 21h30 chaque semaine, finies les réunions prises de tête avec les contributeurs et les clients.
– Aux utilisateurs, un changement visible de la qualité du Run, mesuré par des NPS précédemment négatifs qui basculent en positif, au-delà de 50.
– A l’entreprise, une capacité à délivrer qui peut être localement multipliée par 2 ou 3. Incroyable mais vrai. En 2 ou 3 ans d’efforts raisonnables, sans stress, sans pression. Sans licencier personne. Sans délocaliser. Là, sauf si vous êtes déjà lean, vous vous demandez comment cela pourrait bien être possible, non ? Il y a un petit secret très simple pour y arriver. Contactez-nous si vous voulez en savoir plus 😉
3-Apres 16 ans de pratique, comment définirais-tu le lean ?
Jean-Claude Bihr : « Je dirais que le lean c’est :
- Faire des trucs pas idiots plutôt que des trucs stupides.
- Un regard structuré
- Une méthode d’apprentissage pour comprendre ce que l’on fait
- Le terrain
- Une compréhension profonde de la technique (un travail alimentaire est différent d’un métier, qui consiste à comprendre ce qui se passe en cas de petit écart à la normalité)
- Un questionnement constant pour savoir si on est sur le bon problème.
- De la tranquillité à long terme car on évite le gros couac.
Ce que le Lean n’est pas et qu’il cherche à combattre :
- Du contrôle ;
- De la bureaucratie qui n’est rien de moins qu’un neurotoxique (« c’est pas mon job à moi, c’est pas dans ma fiche de poste, c’est pas mon problème ») ;
- De la rigidification ;
- De la tranquillité à court terme en repoussant le travail d’analyse des causes de problèmes ;
- Chercher à légitimer le choix qu’on aurait fait de toute façon. »
En effet ! Le lean, c’est aussi restituer le droit de penser et le devoir de réfléchir à ses collaborateurs. Même et surtout dans l’informatique, dont les brillants jeunes ingénieurs se retrouvent trop souvent lobotomisés par ses workflows, ses centres de services et ses pratiques managériales aussi déceptives que tayloristes, y compris dans les startups.
4-Concrêtement, quel en est le principe ?
Jean-Claude Bihr : « LE but est de maitriser les lead time, c’est à dire le délai de production de bout en bout. Pour cela, nous ne produisons que de petites séries d’une journée maximum. Quitte à découper un très gros lot en séries beaucoup plus petites. C’est très contre intuitif, mais très logique comme nous le verrons plus loin. De bout en bout, cela signifie aussi que nous concevons nous même notre outillage, en particulier les moules. »
Dans le développement informatique, le pendant est un découpage de user stories monstrueuses de 10, 20 ou 50 jours de développement (qui ne comptent pas le temps de tests !) en éléments beaucoup plus petits. Si possible de 5, voire 3 ou même 1 jour. Oui c’est possible. Et cela produit les mêmes effets : beaucoup moins d’anomalies, d’attente inutile, de rework et de dépendances. Au total une accélération foudroyante.
5-Quelles sont les pratiques lean que tu considères comme les plus essentielles ?
Premièrement l’andon qui est la seule manière de conceptualiser et de matérialiser la chaine d’aide
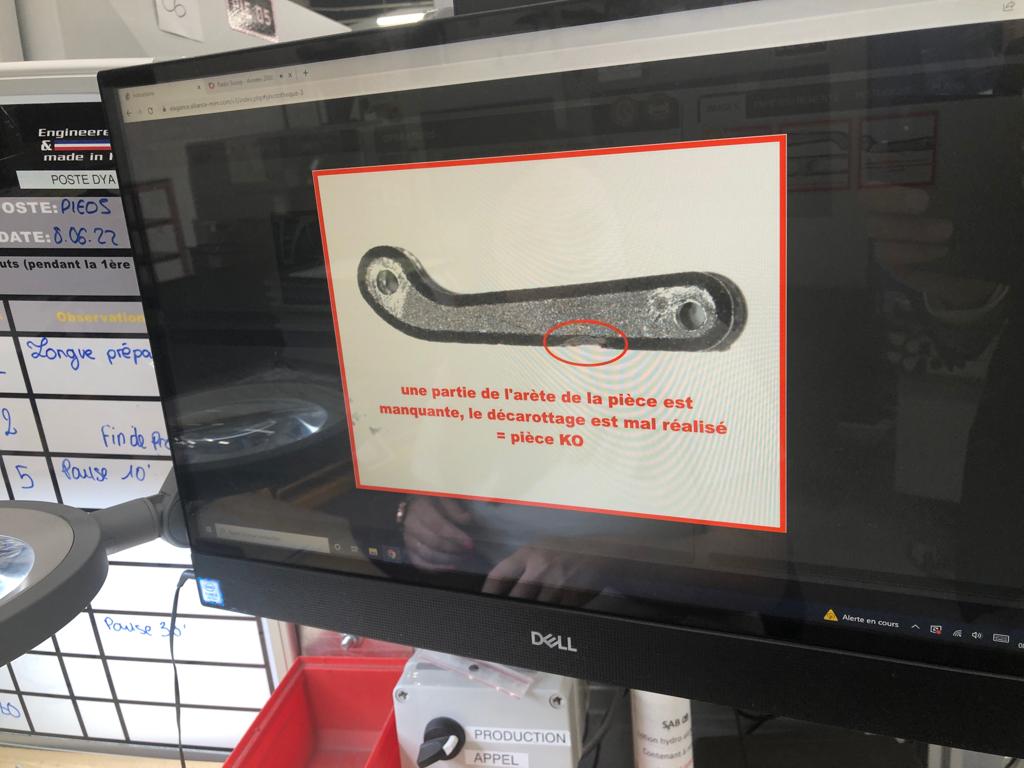
Jean-Claude Bihr : « Si tu n’as pas d’andon toutes les heures, c’est que les gens se mentent ou cachent des choses. En général, des problèmes… et cela, ça n’est pas bon du tout. Nous avons aussi bien sûr des bacs rouges à chaque poste de travail. Et nous analysons ces bacs chaque jour. Dans l’usine, le Jidoka vise à construire la qualité, à chaque poste de travail, tout au long du processus.
Présence à l’écran du standard relatif à la pièce en cours de production sur chaque poste de travail, à la main de l’opératrice, sans déplacement.
Présence d’un bac rouge à gauche de chaque opératrice de production, qu’elle alimente elle-même des pièces qu’elle qualifie en défaut.
Table de lamentation : collationnement et analyse des bacs rouges (pièces retournées par les clients).«

Pas de management visuel sans bac rouge, pas de daily sans au moins une remontée de problème. Sinon ? C’est que le manager s’y prend mal, et que ses équipes n’ont pas confiance en sa capacité à accueillir la remontée du problème avec bienveillance. Et qui remplit le bac rouge ? Qui l’analyse ? Comme en manufacturing, celui qui voit l’erreur bien sûr. C’est à dire idéalement celui qui produit, accompagné de celui qui sait, et certainement pas le chef.
Deuxièmement le Kanban : pas de lean sans carte kanban
Jean-Claude Bihr : « Sans kanban, tout le monde se ment à soi-même ». Le but est la recherche continue de réduction du temps entre les cartes, et pour cela de trouver ce qui bloque. Le kanban aide à pointer là où le process doit progresser. A quel rythme revient la carte kanban ? Si le rythme est trop lent, c’est la manifestation d’un gros problème, le plus souvent de formation sinon d’outil, et en ce cas, en général de moule. C’est aussi un moyen de générer de l’innovation, en outre son usage pacifie les relations interpersonnelles. »
Prodigieux écart de compréhension par le monde IT du mot “kanban”, totalement dévoyé. On a remplacé un outil efficace de monnaie interne, aussi simple que subtil, par un simple panneau en trois colonnes « to do, wip, done », qui au lieu de révéler les obstacles, permet de se les cacher à soi-même !
Troisièmement la stratégie de flux tiré, qui s’appuie dans l’usine sur les leviers suivants
Jean-Claude Bihr : « C’est la team lead qui conduit le petit train qui incarne le takt, et qui passe relever les pièces toutes les heures. La chef de production garde exprès chaque jour 15 à 20 % de la capacité pour les commandes « exotiques » (petits lots et surprises) dans le séquenceur. On a bossé 3 ans sur la qualité avec les tables de lamentation, avant de lancer le flux tiré et le séquenceur (heijunka) cf photo
Il faut avoir des temps de changement de série très stables pour utiliser le séquenceur, on n’y est pas encore partout. Le lean reste un chemin, même après 15 ans de pratique. »
La mise en œuvre d’un flux tiré lissé dans l’IT génère une formidable accélération des capacités de production, tout particulièrement auprès des équipes de Run : hot line, support, réseau et infrastructure. Fréquemment de facteurs 2 à 3. Le gain immédiat est beaucoup plus important dans l’IT que dans le manufacturing, pour la simple raison que le flux est totalement désorganisé par les workflows, dont aucun ne fournit jamais les informations sous forme d’un management visuel pertinent.
Quatrièmement la formation, qui fait partie intégrante de la gestion lean des hommes
Jean-Claude Bihr : « En fait, les enquiquinements permettent de voir si les gens ont compris ou pas. Donc si on leur a bien expliqué, ou pas. Nous organisons tous les lundis une formation de 1h, par exemple auprès des régleurs à l’injection, même des BTS ou ingénieurs, pour connaitre l’usinage, la coupe, comment marche une presse. Je veux piloter la manière dont mes collaborateurs approchent et comprennent la machine. Et chaque vendredi les chefs de projet expliquent aux autres CP comment ils ont s y sont pris. Enfin, chaque nouveau a son tuteur attitré.
Et surtout, tout est documenté. Absolument tout. Sur chaque poste de travail, il y a des standards pour décrire la manière dont on fait les choses, pour l’étape en cours du produit en cours, et à quoi il faut être attentif pour bien le faire.
Tout cela permet de combattre la perte de raisonnement scientifique actuel, et développe la compréhension fine et précise de ce qui se passe à la fabrication des moules, à l’injection, dans les fours à hydrogène à 1400 degrés, à l’assemblage…
La technicité des gens qui restent est LE gros point : en maintenance, en moules, en réglage machine, il faut 5 ans pour être vraiment bon.
Nous cherchons vraiment à lutter contre le syndrome que j’appelle « FOK : Feeling of Knowledge » [TM JCB]. Un biais cognitif très commun : moins je connais vraiment un sujet, moins j’appréhende l’étendue de mon ignorance, et plus j’ai l’impression de maitriser “en gros” le sujet.
Parmi les documents de référence issus de Toyota, le chapitre « Job relations » est celui le plus souvent mis de côté, et c’est bien dommage. »
Là encore, l’écart entre le manufacturing et l’IT est proprement abyssal.
De très nombreuses équipes IT continuent d’ânonner de pseudo vérités alternatives du type : « la vérité est dans le code » ou son corollaire « toute activité de documentation est du gaspillage», voire le plus machiavélique : « toute activité de documentation inutile est du gaspillage», ou plus subtil encore « l’adaptation au changement l’emporte sur la documentation exhaustive ».
Résultat : des mises en production sans un dossier d’exploitation, sans un modèle de donnée, sans un dossier d’installation, sans un schéma d’architecture, sans un standard, sans un test de charge documenté. Sans la moindre documentation utilisateur. Après moi, après ma mise en prod, le déluge ! Au motif ridicule que « on est bien trop en retard, on n’a pas le temps ».
Motif ridicule du point de vue lean, parce que ce retard ne peut être une cause de quoi que ce soit (sinon encore plus de retard). Mais parce que ce retard est une conséquence qui a de très nombreuses autres causes racines, que tous ont acceptées comme intangibles, et dont aucune n’a fait l’objet de la moindre tentative déterminée d’éradication.
Avec la bénédiction implicite ou explicite de toute la hiérarchie. Donc la vôtre aussi, en fait. Désolé, mais cette soi-disant fatalité se trouve être la simple conséquence de vos propres choix, de ceux de vos collègues et de votre patron. La bonne nouvelle, c’est qu’il s’agit d’un choix. Qu’il ne tient qu’à vous de modifier. Ou pas ?
Cinquièmement la recherche continue de réduction des encours
Jean-Claude Bihr : « L’encours, c’est la misère. Après 1999, nous avons appris. Appris que l’objectif principal, c’est de limiter les encours et les stocks au maximum. C’est exactement à cela que nous servent le kanban et le lissage de la production séquencée en petits lots. C’est pour cela que nous avons un “petit train”, un chariot qui passe relever toutes les heures la production réalisée à chaque poste de travail.
Le nombre de cartes kanban en circulation est par définition limité. C’est cela qui limite l’encours.
Les cartes kanban pourraient parfaitement être assimilées à une quantité de monnaie interne à l’usine : moins il y en a, moins les étapes aval du processus peuvent “acheter” de pièces aux étapes amont. Donc moins l’ensemble des étapes du processus génère d’en-cours, et plus les pièces produites (et les cartes kanban) doivent circuler rapidement pour maintenir l’efficience. Donc, plus la qualité devient visiblement essentielle, et plus les problèmes doivent remonter et être résolus rapidement. D’où l’andon cité ci-dessus.
C’est pour cela que j’ai réduit petit à petit la taille et le nombre des tables de moules, la taille des boites sur les postes de travail pour réduire le nombre de pièces dans un lot, la hauteur des étagères au poste de travail pour limiter le nombre de boites à deux :


Tout cela, pour avoir le moins de pièces possible en encours.
Le stock de produit fini de toute l’usine est déposé sur les 15 mètres linéaires d’étagère jaune en tout et pour tout. Moins d’un mètre sur les 15 est occupé, les livraisons se font plusieurs fois par jour aux clients suisses de l’autre côté de la frontière.
Sixièmement le fractionnement systématique des commandes en petits lots
Jean-Claude Bihr : « Ces petits lots sont pilotés par notre cheffe de production, via un séquenceur. Il y a deux bénéfices essentiels à fractionner une grosse commande de 90 000 pièces :
Le premier bénéfice porte sur le processus, en permettant de développer et d’entretenir notre capacité à nous ajuster, à changer rapidement d’outillage, de série, de moule. Sinon, cette capacité se perd très rapidement, juste après l’envie de le faire.
Et le second bénéfice porte sur le délai, sur notre réactivité au rythme de livraison attendu par le client. Quand le client nous passe une toute petite série très haut de gamme de 5x 35 pièces par exemple, il a bien l’intention d’être livré très vite, et certainement pas après que la grosse commande de 90 000 pièces de son concurrent soit terminée. Il la veut de suite, et c’est cela que permet le fractionnement des séries. Et c’est pour cela qu’il nous passe commande à nous plutôt qu’à un atelier du fin fond du Sichuan, bien que nous soyons plus chers. Et c’est comme cela que nous préservons et développons nos emplois depuis 20 ans. »
L’analogie dans l’IT porte sur deux axes clefs :
- la fréquence de montée en production (dite release) : annuelle dans le pire des cas, quotidienne dans le meilleur. Le mode agile itératif en sprints est un premier pas dans la bonne direction ; le fait de livrer dans l’environnement de production, c’est à dire à disposition des utilisateurs à l’issue de chaque sprint est un second pas ; le fait d’augmenter le nombre de livraisons annuelles par la réduction du nombre de semaines qui définissent un sprint est le troisième pas : de 8 semaines à 4 puis 2 puis une semaine. Il y a souvent du chemin à faire coté IT. Dans le cas d’espèce, la véritable cible, atteinte chaque jour par des praticiens aguerris comme Theodo, est d’une demi-journée maximum. Encore incroyable, encore vrai.
- La mise à disposition auprès des équipes de développement, tests, recette métier, intégration, préproduction, production de chacun de leur environnement du même nom, au bon moment, rapidement et avec une disponibilité totale en est l’un des prérequis ; c’est cela le SMED dans l’IT….
Septièmement, faire se rencontrer les gens qui n’ont pas le même métier
Jean-Claude Bihr : « Par exemple, la maintenance est en lien direct avec la fabrication. Ou encore, une fois le moule conçu, l’ingénieur du bureau d’études et le chef de projet client produisent ensemble les premières pièces, avec un régleur « normal », pour vérifier si tout va bien, si la qualité est au rendez-vous de manière stable, si le réglage des machines est documenté et maitrisé. Le product design qui ne représente que 5 % du temps total, porte plus de 70 % des impacts. Au final, une nouvelle pièce à produire n’est pas définie tant que l’on n’a pas défini sa méthode de contrôle. »
Avec le lean, la collaboration transverse dans l’IT passe du statut d’arlésienne à celui de réalité. En activant les sept leviers complémentaires suivants :
- Le partage de la performance, des bons sujets, des axes de transformation et des décisions à prendre en obeya de management ou de direction.
- Le partage institutionalisé entre pairs de résolutions structurées de problèmes formalisées de type A3.
- L’exploration et la construction itérative de produit autour du MVP.
- La pratique du yokoten.
- La pratique du gemba.
- La definition of done de manière croisée, non par celui qui délivre mais par celui qui réceptionne.
- La structuration en équipes autonomes et responsables de la conception à l’exploitation d’un produit donné, en mode “you build it you run it”.
Huitièmement, comprendre finement et partager les attentes des clients :
Jean-Claude Bihr : «L’absence d’encours grâce au lissage nous oblige à parler au client donc à comprendre ce qui est vraiment important pour lui. Et ce qui ne l’est pas. C’est moi qui suis attentif à ce que soit portée la voix du client, chaque lundi en comité de direction. »
Parler au client : LE sujet de l’IT, qui ne sait plus comment parler à son client même interne, voire qui n’en a même plus le droit dans certaines organisations taylorisées jusqu’au port de souris. Et dans lesquelles le concept de “valeur” s’est transformé en un mot valise vidé de son sens, tout comme ces « démonstrations client / utilisateur » dans lesquelles le seul absent est justement … le client / utilisateur !
6- Et la satisfaction des collaborateurs dans tout cela ?
Jean-Claude Bihr : « Quand on lance du lean, il faut commencer surtout par ne pas faire de lean, et s’occuper des gens en premier, et de leurs irritants à eux. Ne pas chercher à convaincre, mais faire ! C’est en faisant que l’on convainc. Le mieux c’est peut-être de le leur demander, tout simplement ? »
Verbatim d’opératrices interrogées sur leur poste de travail :
- « C’est pour cela que cette série-ci on contrôle 100 % des pièces, pour éviter tout ce qui deviendrait des retours clients potentiels, et aussi pour comprendre pourquoi cela arrive »
- « Voyez, ici selon les séries, j’ai mes instructions sur les modalités d’échantillonnage : 100 %, un sur 10… »
- « C’est très plaisant mon travail, on ne voit pas le temps passer, je suis dans ma bulle, sans être dérangée, et je fais tranquillement ce que j’ai à faire »
Dans l’IT on ne parle pas de personnes, ni de gens, ni de collaborateurs, ni d’équipiers, ni d’ingénieurs. On parle de ressources, dont on mesure le volume en ETP (Equivalent Temps Plein). Un peu comme des machines dont on mesurerait le TRS.
Pour préciser, on distingue les ressources internes des ressources externes, les prestataires.
Dans l’industrie on forme ses intérimaires, dans l’IT, l’idée de former ses prestataires ne vient spontanément à l’esprit d’aucun manager. A moins qu’il ne pratique déjà le lean…
De même, il est fréquent de laisser systématiquement chaque nouvel arrivant sans ordinateur ni messagerie ni accès aux environnements de travail durant plusieurs jours, voire plusieurs semaines.
Le Lean parle de respect, il n’y a plus qu’à. Le premier marqueur d’une pratique lean sincère, c’est l’amélioration mesurée de la satisfaction au travail des collaborateurs. Constatée continument, dans le manufacturing comme dans l’Informatique.
7-Etre Lean c’est être Green :
Jean-Claude Bihr : « Réduire les encours qui masquent tout, c’est réduire les rebuts, réduire les retours clients, réduire les transports de matière et de produits semi finis sur de longue distance, réduire les surfaces d’usine ou d’entrepôts à chauffer, réduire la part de consommation d’énergie des fours (1400°) qui aura servi à produire des pièces à jeter ou à recycler. C’est réduire tout ce qui masque les problèmes, et les conditions dans lesquelles ils sont arrivés. Réduire tout cela, c’est réduire notre production de CO2. »
Un équivalent dans l’IT porte sur le dé-commissionnement, on estime entre 20 et 30 % la part de serveurs sur lesquels tournent des applications et leurs données, inutiles, obsolètes, ou redondantes sans nécessité.
Le dé-commissionnement est à l’IT ce que la transition écologique est au réchauffement climatique : l’incarnation de la procrastination.
Là encore, il ne tient qu’à nous de re-prioriser ces projets toujours repoussés, au niveau d’urgence et de valeur qui est le leur : extrême.
Jean-Claude Bihr a formalisé sa réflexion de scientifique et sa pratique de patron lean dans le livre :
“Le lean aujourd’hui : satisfaction client et reconnaissance personnelle alliant digital et green.” afnor

Vous souhaitez être accompagnés dans votre démarche d’amélioration continue ? Contactez nous au 01 40 05 96 88 ou par email à l’adresse contact [at] operaepartners.com
