
Le DMAIC est la méthode issue du six sigma pour aborder et résoudre un problème en 5 étapes :
- D pour Définir le problème
- M pour Mesurer différents éléments sur le processus
- A pour Analyser les mesures et proposer un plan d’actions
- I pour Implémenter le plan d’actions
- C pour Contrôler que les résultats sont bien là.
Une méthode très rationnelle que je déconseille pourtant vivement aux dirigeants qui veulent déployer le lean management dans leur environnement.
Voici longtemps que le six sigma a perdu de son lustre :
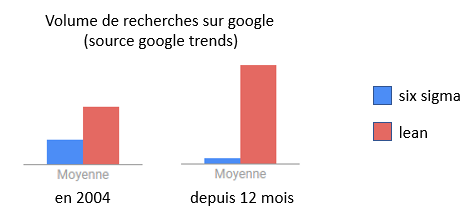
Je me souviens avoir clôturé un cycle sur le six sigma et le lean dans une belle école d’ingénieur. A ma grande surprise, aucun des élèves ne connaissait la définition statistique de « sigma »[1] à l’origine de toute la démarche de Motorola, adoptée ensuite par General Electric. L’effet statistique gommé, il restait du six sigma une réflexion exigeante sur la qualité, qui a incité ses promoteurs à se rapprocher du lean pour devenir « lean six sigma », et … le DMAIC que je vois encore souvent pratiqué.
Voici les trois raisons pour lesquelles je suis réservée vis-à-vis du DMAIC.
Mon principal reproche vis-à-vis du DMAIC est son cousinage avec le taylorisme, qui sépare l’ingénieur qui pense et oriente de l’exécutant, qui exécute. L’un de mes coups de cœur vis-à-vis du lean management est cette recherche permanente d’un management qui donne aux collaborateurs la possibilité de challenger leurs processus et de les améliorer. J’adhère à cette idée que chacun est expert dans son domaine et que, s’appuyant sur cette expertise, il peut réfléchir, expérimenter et finalement améliorer. Le I (Implémenter le plan d’actions) donne l’illusion d’une collaboration entre le porteur du DMAIC et les opérationnels :
- Les opérationnels ne l’ont pas défini, leur point de vue n’est pas requis
- Le porteur du DMAIC a besoin d’agir sur le terrain pour améliorer et il jouera de son influence réelle ou supposée pour que les opérationnels appliquent ses consignes
Il y a souvent, mais pas toujours, un biais de bienveillance qui permet au porteur de s’imaginer moins directif qu’il ne l’est. Les approches de type « ne penserais-tu pas que … ? » affichent une politesse formelle mais quelle place est laissée à la pensée de l’interlocuteur ?
Deuxième point qui me laisse perplexe dans le DMAIC : la place donnée au client n’est pas suffisante. Bien sur, les experts le préconisent mais ils mettent la barre tellement haut que c’en est décourageant : « ces démarches de collecte et d’analyse de données propres au Six Sigma peuvent être coûteuses, longues et complexes. Il est généralement nécessaire de mettre en place des outils de suivi, de recueillir et d’analyser des données, de tirer des conclusions en se basant sur des données statistiques… »
Le porteur du DMAIC se retourne le plus souvent soit sur ce qui existe (le baromètre annuel, trop général et trop vieux), soit sur des critères liés à la qualité du processus, en faisant l’hypothèse que la qualité représente la valeur attendue. Je me souviens d’un responsable informatique en charge notamment des outils de business intelligence de son entreprise. Il avait fait le choix de « tableau », un outil d’analyse et de visualisation, qu’il avait diffusé dans toutes les activités et tous les pays et qui avait été adopté au point de générer 2 500 reportings différents. Ses enquêtes de satisfaction démontraient que les utilisateurs étaient satisfaits sur les quelques axes qu’il mesurait. Et pourtant, un ensemble de petits signaux faibles et diffus l’inquiétait. Je lui ai conseillé de demander à 20 utilisateurs de répondre aux 5 questions du lean :
Nous nous sommes revus un mois plus tard et il m’a annoncé « en être tombé de sa chaise ». Ses interlocuteurs japonais, par exemple, réservaient l’usage de tableau aux reportings groupe mais ne l’utilisaient plus pour eux-mêmes. En effet, leurs données financières étaient, et resteront, exprimées en yen. Leurs nombres comportent donc plus de chiffres qu’en euro et en dollar : 1 000 euros représentent 144 000 yens (environ). Ils n’avaient jamais réussi à paramétrer la largeur des colonnes et leurs tableaux affichaient beaucoup d’informations sous forme de ####. Difficile de s’en servir pour le contrôle de gestion. Rien dans sa démarche agile, ses démonstrations, ses sondages, ses systèmes de priorisation par la valeur ne lui avait permis de découvrir ce point.
Anxieux d’une supposée orthodoxie statistique trop exigeante, en favorisant des démarches « couteuses, longues et complexes » le monde six sigma n’a pas suffisamment investi dans la compréhension de la satisfaction des clients.
Mon troisième point de désamour avec le DMAIC est sa conclusion : C comme contrôle. Une fois que les actions ont permis d’améliorer le processus, il s’agit donc de le mettre sous contrôle par la standardisation des activités et le suivi d’indicateurs ayant pour vocation à rester stables. Mon esprit d’ingénieur adopte facilement l’idée que si une meilleure pratique est trouvée, il faut l’intégrer et que le pilotage d’un indicateur permet de vérifier que la situation est sous contrôle.
Mais l’ingénieur sait aussi qu’il existe des optimums locaux et d’autres globaux. Par exemple, faire bouillir de l’eau pour qu’elle devienne potable est un optimum local ; distribuer de l’eau potable est un optimum plus global.
En quoi ce point de vue affaiblit-il l’intérêt pour le C du DMAIC ?
L’entreprise est un système évolutif pour 1 000 et 1 raisons. Clients, contraintes, innovations, fournisseurs, normes : tout change et tout change vite. Il existe un acronyme en vogue pour l’exprimer : VUCA. Le monde est devenu « Volatil, Incertain (Uncertain), Complexe et Ambigu ». Ce qui donne au C de Contrôle un statut d’optimum local, ce qu’il a essayé de standardiser se périmant trop vite.
Le lean propose de rechercher un optimum plus global : construire une culture d’entreprise dans laquelle chacun est attentif à la création de valeur et à la performance de ses processus. Dans laquelle chacun a aussi une liberté pour améliorer ces processus et, ce faisant, pour développer une connaissance beaucoup plus fine de ses produits, process, systèmes. En investissant sur la connaissance et la compétence de ses collaborateurs, l’entreprise lean gagne en performance et en adaptabilité. Elle prépare son avenir.
La recherche d’amélioration est aussi soutenue par une méthode, le PDCA pour Plan Do Check Act, dans laquelle le Act est le moment d’apprentissage. Le porteur de l’amélioration s’arrête et réfléchit :
- qu’ai-je appris en essayant d’améliorer ? Certaines pistes se sont révélées inefficaces, d’autres ont eu de l’impact : il faut que je clarifie le sujet.
- à qui d’autre mon expérience pourrait-elle servir et comment la partager avec lui ? En tant qu’expérience, et non en tant que « solution ». Son contexte peut être différent du mien, à lui de réfléchir.
- et dans mon domaine, ce PDCA m’amène-t-il à identifier d’autres sujets à améliorer ?
A grande échelle, ce choix délibéré apporte, enfin !, une alternative crédible au taylorisme.
[1] La racine carrée de la variance d’une population. Difficile à utiliser sur le terrain 😊
